产品中心 Products
-
球阀
燃气球阀 | 卡套式球阀 | 高温球阀 | 二片式球阀 | 电动球阀 | 手动球阀 | 焊接球阀 | 三通球阀 | 不锈钢球阀 | 气动球阀 | 内螺纹球阀 | 固定式球阀 | 三片式球阀 | 保温球阀 | 一片式球阀 | 真空球阀 | 衬氟球阀 | 法兰球阀 | 高压球阀 | 卫生级球阀 | 硬密封球阀 | -
蝶阀
衬氟蝶阀 | 软密封蝶阀 | 信号蝶阀 | 手动蝶阀 | 电动蝶阀 | 法兰蝶阀 | 气动蝶阀 | 不锈钢蝶阀 | 偏心蝶阀 | 伸缩蝶阀 | 真空蝶阀 | 蜗轮蝶阀 | 硬密封蝶阀 | 焊接蝶阀 | 对夹式蝶阀 | 卫生级蝶阀 | -
闸阀
手动闸阀 | 软密封闸阀 | 内螺纹闸阀 | 衬氟闸阀 | 低温闸阀 | 国标闸阀 | 碳钢闸阀 | 电动闸阀 | 信号闸阀 | 法兰闸阀 | 波纹管闸阀 | 气动闸阀 | 锻钢闸阀 | 不锈钢闸阀 | -
调节阀
自立式调节阀 | 气动调节阀 | 电动调节阀 | -
止回阀
升降式止回阀 | 蝶式止回阀 | 卡套式止回阀 | 多功能止回阀 | 缓闭式止回阀 | 立式止回阀 | 对夹式止回阀 | 旋启式止回阀 | 内螺纹止回阀 | 梭式止回阀 | 卫生级止回阀 | 轴流式止回阀 | 球形止回阀 | 燃气止回阀 | 法兰止回阀 | 不锈钢止回阀 | 消声止回阀 | 锻钢止回阀 | 衬氟止回阀 | -
截止阀
衬氟截止阀 | 氧气截止阀 | 角式截止阀 | 电动截止阀 | 焊接截止阀 | 手动截止阀 | 不锈钢截止阀 | 低温截止阀 | 气动截止阀 | 燃气截止阀 | 外螺纹截止阀 | 法兰截止阀 | 高温截止阀 | 内螺纹截止阀 | 高压截止阀 | 角座阀 | 波纹管截止阀 | 锻钢截止阀 | -
过滤器
Y型过滤器 | -
电磁阀
-
美标阀门
美标闸阀 | 美标截止阀 | 美标球阀 | 美标蝶阀 | 美标止回阀 | -
水利控制阀
-
针型阀
-
柱塞阀
-
疏水阀
推荐文章
more +推荐产品
more + 自力式压力调节阀
自力式压力调节阀
 气动薄膜调节阀
气动薄膜调节阀

销售:13671530603
咨询:021-57522756
邮箱:sw@wotuo.net
地址:上海市奉贤区川南奉公路9860号

不锈钢锻钢截止阀阀体加工工艺的分析与研究
不锈钢锻钢截止阀阀体加工工艺的分析与研究
锻钢阀门以锻造纤维化强度高 材料质量好而广泛应用在石化、化工、采油、炼油、钢铁、电阀门上。不锈钢锻钢截止阀压力CLASS150-CLASS2500阀体材质为ASTM A182制奥氏体不锈钢阀体的加工是工艺的阀体深孔的钻削工序 具有一定的直接影响到阀门的产品质量。
通用设备加工阀体工艺方案在通用设备上 锻钢截止阀阀体加工工序如图所示。其程序为:先加工阀体中端面、止以端;平面和止口作定位基准。再加工阀体各部;加工阀体中腔各部孔、堆焊前尺寸;阀体两端承插孔;钻阀体两端斜孔锻钢截止阀阀体在通用设备和专用工装上加工,其阀体中腔深孔钻为工艺难点。奥氏体不锈钢材料较硬、粘度和强度高、钻削力大、钻头散热性差磨损严重。
锻钢截止阀阀体加工生产类型为单件小批量轮番生产,不宜于采用专用设备。不锈钢锻钢截止阀阀体加工工艺的分析与研究采用数控车床深孔钻削也解决不了。采用数控加工中心成本太高。最后定位在专用机床经过调研和试验液压六角转塔半自动车床布置前、后刀架和六工位回转刀塔,机床功率大,强度和刚度好 非常适宜深孔钻。整个工艺程序由数控编程控制 实现了加工过程自动化。工件只需调整两爪距离和夹块,操作方便。
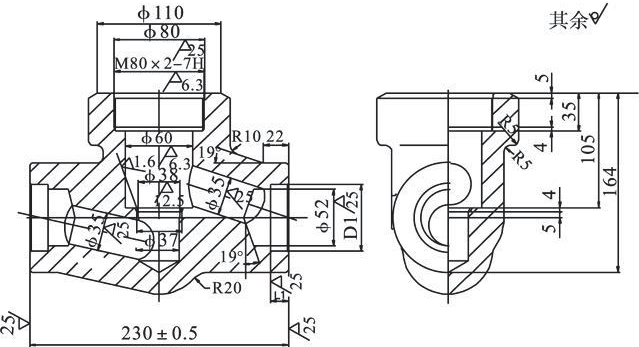
液压六角转塔半自动车床上加工锻钢截止阀阀体中端体腔工艺
工步1 后刀架加工阀体中法兰大平面 一次走刀完成
工步2 前刀架粗加工阀体中法兰大平面和止
工步3 转塔刀架刀号,钻削圆59mm,深114mm。钻头钻削角度改为双主切削刃,切削液冷却转速120r/min
工步4 转塔刀架刀号2钻,钻削圆37mm,深45mm,转速200r/min
工步5 转塔刀架刀号3,车削孔径78mm,深35mm
工步6 转塔刀架刀号4,车削孔径60mm,深105mm
工步7 转塔刀架刀号5,车削孔径81mm,深5mm
工步8 转塔刀架刀号6车,削止口、中孔倒角
液压六角转塔半自动车床上加工锻钢截止阀阀体中端体腔工序经过1个工步的加工 完成如工序图所示要求。液压六角转塔半自动车床上加工锻钢截止阀阀体成为典型工艺








 扫一扫
扫一扫