产品中心 Products
-
球阀
燃气球阀 | 卡套式球阀 | 高温球阀 | 二片式球阀 | 电动球阀 | 手动球阀 | 焊接球阀 | 三通球阀 | 不锈钢球阀 | 气动球阀 | 内螺纹球阀 | 固定式球阀 | 三片式球阀 | 保温球阀 | 一片式球阀 | 真空球阀 | 衬氟球阀 | 法兰球阀 | 高压球阀 | 卫生级球阀 | 硬密封球阀 | -
蝶阀
衬氟蝶阀 | 软密封蝶阀 | 信号蝶阀 | 手动蝶阀 | 电动蝶阀 | 法兰蝶阀 | 气动蝶阀 | 不锈钢蝶阀 | 偏心蝶阀 | 伸缩蝶阀 | 真空蝶阀 | 蜗轮蝶阀 | 硬密封蝶阀 | 焊接蝶阀 | 对夹式蝶阀 | 卫生级蝶阀 | -
闸阀
手动闸阀 | 软密封闸阀 | 内螺纹闸阀 | 衬氟闸阀 | 低温闸阀 | 国标闸阀 | 碳钢闸阀 | 电动闸阀 | 信号闸阀 | 法兰闸阀 | 波纹管闸阀 | 气动闸阀 | 锻钢闸阀 | 不锈钢闸阀 | -
调节阀
自立式调节阀 | 气动调节阀 | 电动调节阀 | -
止回阀
升降式止回阀 | 蝶式止回阀 | 卡套式止回阀 | 多功能止回阀 | 缓闭式止回阀 | 立式止回阀 | 对夹式止回阀 | 旋启式止回阀 | 内螺纹止回阀 | 梭式止回阀 | 卫生级止回阀 | 轴流式止回阀 | 球形止回阀 | 燃气止回阀 | 法兰止回阀 | 不锈钢止回阀 | 消声止回阀 | 锻钢止回阀 | 衬氟止回阀 | -
截止阀
衬氟截止阀 | 氧气截止阀 | 角式截止阀 | 电动截止阀 | 焊接截止阀 | 手动截止阀 | 不锈钢截止阀 | 低温截止阀 | 气动截止阀 | 燃气截止阀 | 外螺纹截止阀 | 法兰截止阀 | 高温截止阀 | 内螺纹截止阀 | 高压截止阀 | 角座阀 | 波纹管截止阀 | 锻钢截止阀 | -
过滤器
Y型过滤器 | -
电磁阀
-
美标阀门
美标闸阀 | 美标截止阀 | 美标球阀 | 美标蝶阀 | 美标止回阀 | -
水利控制阀
-
针型阀
-
柱塞阀
-
疏水阀
推荐文章
more +推荐产品
more + 自力式压力调节阀
自力式压力调节阀
 气动薄膜调节阀
气动薄膜调节阀

销售:13671530603
咨询:021-57522756
邮箱:sw@wotuo.net
地址:上海市奉贤区川南奉公路9860号

三偏心金属硬密封蝶阀阀杆孔的加工方法及结构
三偏心金属硬密封蝶阀阀杆孔的加工方法及结构
在石油、化工、电力、城市供热管网及排水系统等行业中, 三偏心金属硬密封蝶阀阀杆孔的加工方法及结构简单, 体积小, 质量轻, 启闭力短小等优点, 作为管路系统中的启闭和调节装置得到广泛使用。为了提高
产品性能, 蝶阀的蝶板和阀体轴孔( 阀杆子L) 需在机床上进行加工。为了提高工作效率, 降低加工成本, 本文介绍一种利用CW6163卧式车床组合加工小口径蝶阀蝶板和阅体轴孔的方法。
三偏心蝶阀的蝶板和阅体密封面是椭圆形的,除蝶板旋转中心与密封面之间存在轴向和径向两个偏心外, 其密封椭圆面中心线与阀门轴线之间还存在一个沿蝶板旋转方向上的夹角,蝶板阀座在关闭或开启过程中瞬间接触或脱离, 密封副无摩擦,密封力直接由驱动装置提供。
首先加工阀体的两端法兰,再利用阀体的定位止口盘将阀体安装在加工阀体密封面的专用工装上进行密封面的粗加工, 密封面用专用量具检测合格后进行堆焊。密封面堆焊前应去除油污、铁锈等杂物,保证堆焊基面清洁。焊条D507使用前应经过300~350℃烘干,保温时间lh 。采用小电流(120 ~160A )多层多道慢速焊。层间应仔细清理熔渣, 控制层间温度不超过200℃。对完成的堆焊面进行目
测检查, 或用低倍放大镜进行外观检查。堆焊不得有裂纹及气孔等表面缺陷,并按规定进行渗透探伤检验, 达到JB/T4730标准规定的I级要求, 以保证密封面的机械性能。
首先加工蝶阀的各个端面, 然后装入复合密封圈, 用压板压紧,利用蝶板的专用工装加工蝶板的密封面, 密封面的加工尺寸应该与阀体密封面的加工尺寸相吻合, 然后取下复合密封圈, 继续加工蝶板,使得蝶板与复合密封圈的径向尺寸相差lm重新安装复合密封圈。
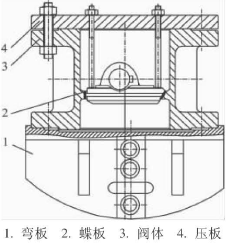
阀体密封面的堆焊墓面合格后在车床上进行密封面精加工。当阀体密封面达到图纸要求时, 保持车床刀架角度不变, 再加工蝶板密封面。这样可以使蝶板密封面角度与阀体密封面角度相吻合, 保证密封。阀体和蝶板密封面精加工完成后要进行轴孔的组合加工。将精加工的蝶板与阀体组装在一起,使得密封面相吻合。为了防止阅体和蝶板在加工切削力的作用下产生位移, 利用阅体的法兰孔, 在阀体上安装压板压紧蝶板,给蝶板施加径向力,这样既能保证蝶板不会产生位移,又能保证蝶板和阀体轴孔的相对位置度。将压紧的蝶阀阅体放在专用的弯板上,用压板压紧, 弯板固定在CW61 63 车床的夹爪上。
将专用定位心轴一端插入主轴中,并调整卡爪,使得定位心轴的另一端插进阀体轴承箱中。利用CW6163车床上的其他三爪夹住工件,调整四个夹爪, 保证主轴和轴孔在一条线上,然后进行加工。
采用车床加工大口径蝶阀时, 可以根据机床的型号配备相应大小的弯板和定位,心轴。此方法降低了蝶阀的生产成本, 合理充分的提高了车床的使用率和生产效率。








 扫一扫
扫一扫